کنترل PID سیستم گوی و میله با تغییر شرایط اولیه سیستم
کنترل PID سیستم گوی و میله با تغییر شرایط اولیه سیستم : پروژه متلب
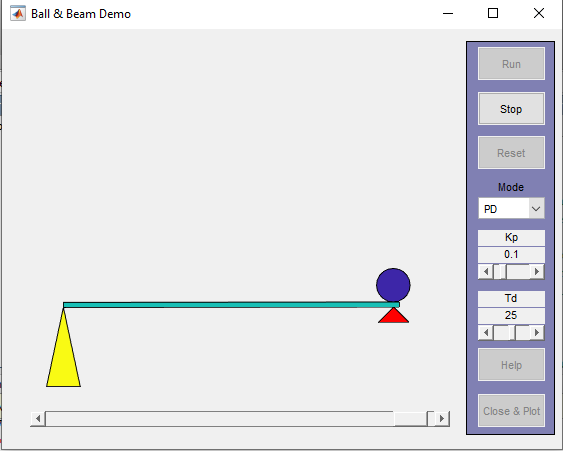
پروژه متلب: طراحی سیستم کنترل گوی و میله انجام میشود برای این کار، از یک موتورDC جهت حرکت گوی روی میله، پتانسیومتر برای تشخیص زاویه میله و یک برد شامل مقاومتهای سری شده برای تشخیص موقعیت گوی و مدارهای واسط ارتباطی سیستم گوی و میله و کامپیوتر استفاده میشود. برای پیادهسازی کنترلکنندهها و همچنین خواندن مقادیر سنسورها از اتصال برد اردینو با سیمولینک متلب بهره گرفته میشود.
ساختار کنترل اجرا شده یک ساختار حلقهای تودر تو است که در حلقه داخلی آن زاویه میله کنترل میشود و حلقه خارجی وظیفه تنظیم موقعیت گوی روی میله را اجرا میکند در سیستم کنترل طراحیشده یک کنترلکننده فازی برای حلقه داخلی و تنظیم زاویه میله بهره گرفته میشود ولی در حلقه خارجی چندین روش کنترل شامل PID، فازی PID و فازی و مدلغزشی استفاده میشود.
ساختار کنترلی بهطور مطلوبی سیستم را پایدار و گوی را به نقطه موردنظر میرساند. ملاحظات و محدودیتهای کنترلی، مکانیکی و الکترونیکی در کیفیت پاسخها و ردیابی سیگنال مرجع و حذف اغتشاش اعمالی به سیستم تأثیراتی را به جای میگذارد. مقایسه چهار کنترلکننده بکار رفته در حلقه خارجی نشان میدهد که روش مد لغزشی از کارآیی بسیار قوی در تنظیم و کیفیت سیگنال کنترل برخوردار است.
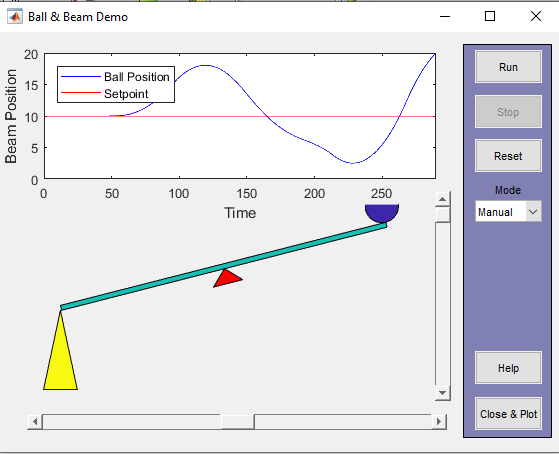
پروژه متلب : اثر کنترلر PID در پاسخ این سیستم مورد بررسی قرار می گیرد. سیستم کنترلی توپ و میله، یک سیستم مهم در تحقیقات هوانوردی و فضایی است. این سیستم شباهت زیادی به یک سفینه ی فضایی با یک هواپیما در حالت پرواز یا نشستن دارد. از آنجایی که آزمایش در فضای واقعی این حوزه از تحقیقات (هوا و فضا بسیار پرهزینه و مشکل است، سیستم کنترلی توپ و میله می تواند یک نمونه ی آزمایشگاهی مناسب از این مسیله باشد.
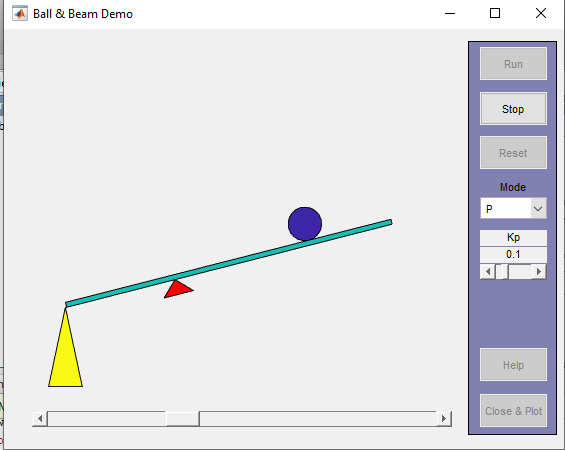
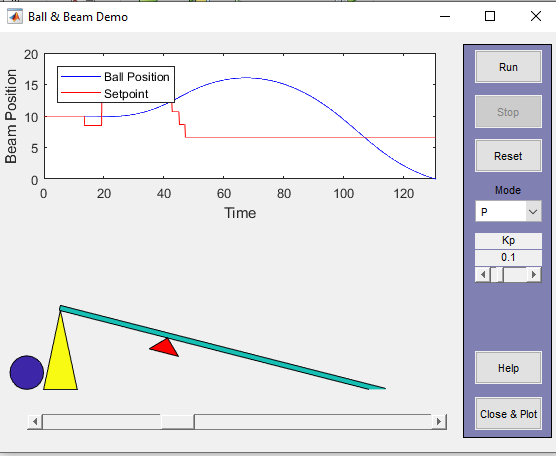
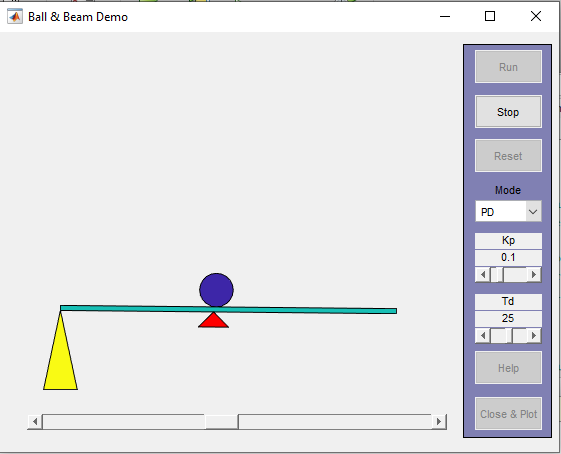
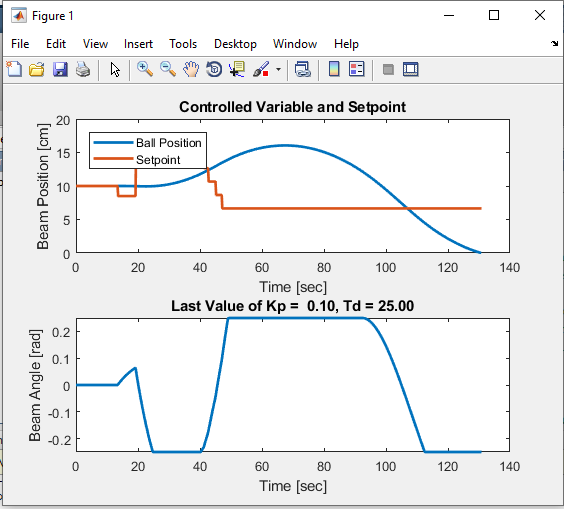
پروژه متلب در این پژوهش ابتدا یک نمونه آزمایشگاهی از سیستم کنترل توپ ومیله ساخته می شود و با توجه به شبیه سازی این سیستم در نرم افزار MATLAB، ضرایب PID به روش سعی و خطا یافت می شود و سپس این ضرایب به دست آمده به برنامه ی کنترلر سیستم اعمال می شود.پروژه متلب برای ساخت این سیستم از موتور سروو DC به عنوان عملگر و از سنسور فاصله سنج اولترا سونیک برای بازخورد سیستم استفاده می شود. تمامی اجزای بدنه سیستم به روش برش لیزر و نمونه سازی سریع با استفاده از چاپگر سه بعدی ساخته شده است. پاسخ سیستم با کنترل های PI و PD و PID بدست آمده و با یک دیگر مقایسه شده است.
پروژه متلب سیستم توپ و میله به دلیل ویژگیهای غیر خطی و سختی طراحی کنترلر مورد توجه پروهشگران قرار گرفته است. در این مقاله الگوریتمهای کنترلی PID و PID فازی بر مبنای فیلتر کالمن روی این سیستم آزمایش شده اند. همچنین، جهت کنترل دقیق سیستم با استفاده از فیلتر کالمن تخمین دقیقی از موقیت توپ روی میله بدست آمده است.
پروژه متلبمهندسین کامپیوتر و برق در بسیاری از دانشگاه ها به صورت گسترده از نرم افزار متلب پروژه متلب جهت انجام پروژه ها و تکالیف خود استفاده میکنند. از این رو، پس از طراحی و ساخت سیستم جهت جلوگیری از کدنویسی های پیچیده با استفاده از قسمت سیمولینک نرم افزار متلب و تکنیک سخت افزار در حلقه الگوریتم های کنترلی پیشنهادی روی سیستم توپ و میله آزمایش شده اند. کنترلر PID فازی به شدت سعی و خطاهای تنظیم ضرایب PID را کاهش داده است و فیلتر کالمن خطای سنسور را کاهش داده و باعث پایداری قابل قبول سیستم شده است. در نهایت مقایسه ای از کنترلرهای PID و PID فازی بر مبنای فیلتر کالمن ارایه شده است.
هدف سیستمهای حلقهبسته، رسیدن به خروجی مطلوب، آن هم بهصورت خودکار و ماندن در آن شرایط از طریق مقایسه با خروجی واقعی است. این کار، با تولید سیگنال خطا انجام میشود که اختلاف بین خروجی و ورودی مرجع است. به عبارت دیگر، سیستم حلقهبسته، یک سیستم کنترل کاملاً خودکار است که عمل یا تحریک کنترلی آن، بهگونهای وابسته به خروجی است.
برای مثال، سیستم خشککن لباس را در نظر بگیرید که درباره سیستم حلقهباز نیز آن را بررسی کردیم. فرض کنید از یک سنسور یا ترنسدیوسر برای پایش مداوم دما یا خشکی لباسها استفاده میکنیم و سیگنال مربوط به خشکی لباسها را به کنترلکننده برمیگردانیم. شکل زیر، این موضوع را بهخوبی نشان میدهد.
سنسور، خشکی واقعی لباسها را پایش کرده و آن را با ورودی مرجع مقایسه میکند (یا از آن کم میکند). سیگنال خطا (خطا برابر است با اختلاف خشکی مطلوب و خشکی واقعی) با استفاده از کنترلکننده تقویت میشود و خروجی کنترلکننده، تصحیح لازم را برای کاهش خطا به سیستم گرمکننده اعمال میکند. برای مثال، اگر لباسها بسیار مرطوب باشند، کنترلکننده، دما یا زمان خشک کردن را افزایش میدهد. به همین ترتیب، اگر لباسها تقریباً خشک باشند، کنترلکننده، دما را کاهش داده یا فرایند خشک کردن را برای جلوگیری از گرمای بیش از حد یا سوختن لباسها متوقف میکند.
بنابراین، پیکربندی حلقهبسته، با سیگنال فیدبک تشکیل میشود و در مثال خشککن لباس، از طریق سنسور بهدست میآید. اندازه و پلاریته سیگنال خطا، به اختلاف بین خشکی مورد نظر و خشکی موجود (واقعی) لباسها بستگی دارد.
برای مثال، همانطور که در آموزش سیستم حلقهباز گفتیم، ممکن است درِ خشککن باز شود و گرما هدر برود. در صورتی که این اتفاق در سیستم حلقهبسته رخ دهد، تغییر دما با سنسور فیدبک تشخیص داده شده و کنترلکننده، خطا را تصحیح میکند تا دما در مقدار قبلی ثابت باقی بماند. همچنین ممکن است سیستم فرایند را متوقف کرده و با هشدار، کاربر را آگاه کند.
همانطور که میبینیم، در یک سیستم کنترل حلقهبسته، سیگنال خطا که اختلاف بین سیگنال ورودی و سیگنال فیدبک (سیگنال خروجی یا تابعی از آن) است، به کنترلکننده وارد میشود و خروجی را به مقدار مطلوب میرساند. واضح است وقتی به خروجی مطلوب رسیده باشیم، خطا صفر است.
عبارت کنترل حلقهبسته، همیشه بر استفاده از فیدبک دلالت میکند و تفاوت سیستمهای کنترل حلقهباز و حلقهبسته همین فیدبک است. دقت خروجی یک سیستم کنترل حلقهبسته، به مسیر فیدبک بستگی دارد و در حالت کلی میتواند بسیار دقیق باشد.
سیستمهای حلقهبسته نسبت به سیستمهای حلقهباز مزایایی دارند. اولین مزیت این است که یک سیستم کنترل فیدبک حلقهبسته توانایی کاهش کاهش حساسیت سیستم نسبت به اغتشاشهای خارجی را دارد. برای مثال، باز شدن در خشککن در سیستم حلقهبسته کنترل مقاومتری خواهد داشت، زیرا هر تغییری در سیستم، فیدبک میشود و کنترلکننده اثر آن را جبران میکند.
مهمترین ویژگیهای کنترل حلقهبسته بهشرح زیر است:
- کاهش خطا با تنظیم خودکار ورودی سیستم تحت کنترل
- بهبود پایداری سیستم ناپایدار
- افزایش یا کاهش حساسیت سیستم
- افزایش قوام در برابر اغتشاشهای خارجی
- عملکرد قابل اطمینان و قابل تکرار
علیرغم اینکه یک سیستم حلقهبسته مناسب مزایای بسیاری نسبت به سیستم کنترل حلقهباز دارد، عیب اصلی آن این است که برای ارائه یک فرایند کنترلی مناسب، باید یک یا چند مسیر فیدبک وجود داشته باشد که خود سبب پیچیدگی سیستم میشود. همچنین اگر بهره کنترلکننده نسبت به تغییرات فرمان یا سیگنال ورودی بسیار حساس باشد، ممکن است سبب ناپایداری سیستم شده و شروع به نوسان کند، زیرا کنترلکننده تلاش میکند خود را بیش از حد اصلاح کند و در نهایت موفق نمیشود. بنابراین، باید موارد و محدودیتهایی را از پیش تعریف کنیم که سیستم براساس آن عمل کند.
برای تنظیم یک سیگنال کنترلی در سیستم کنترل حلقهبسته، باید ابتدا خطای بین خروجی واقعی و خروجی مطلوب را تعیین کنیم. این کار با استفاده از یک «نقطه جمع» (Summing Point) بین حلقه فیدبک و ورودی سیستم میسر است. نقطه جمع، عنصر مقایسه نیز نامیده میشود. نقاط جمع، نقطه تنظیم یک سیستم را با مقدار واقعی آن مقایسه و یک سیگنال خطای مثبت یا منفی تولید میکنند.
نقطه جمع را با یک دایره و دو خط متقاطع داخل آن نشان میدهند. این نقطه ممکن است سیگنالها را با هم جمع کند که آن را با علامت (+) نشان میدهند (فیدبک مثبت) و میتواند آنها را از هم کم کند که با علامت (-) مشخص میشود (فیدبک منفی). مورد اول را جمعکننده و مورد دوم را مقایسهکننده مینامند.
خروجی متلب :
لطفاً براي ارسال دیدگاه، ابتدا وارد حساب كاربري خود بشويد