
کنترل صنعتی در سیستم استخراج نفت
کنترل صنعتی در سیستم استخراج نفت شبیه سازی مقاله می باشد : پروژه آماده متلب
مقدمه
پروژه آماده متلب: بهره برداری مطلوب از واحدهای صنعتی از نظر فنی و اقتصادی بدون استفاده از سیستم های کنترل اتوماتیک تقریباً عملی غیرممکن میباشد و ازطرفی عدم توجه به مسائل ناشی از تنظیم نادرست کنترلکنندهها ضررهای جبران ناپذیری را وارد می آورد. کنترل دقیق فرآیندهای صنعتی برای بهبود راندمان و افزایش طول عمر مستلزم دو مسئله عمده زیر می باشد:
الف)طراحی سیستم کنترل مناسب برای فرآیند مربوطه
ب)تنظیم سیستم کنترل مناسب برای فرآیند مربوطه
تنظیم بهینه کنترلکنندهها در بهبود عملکرد و بهرهبرداری مطمئن و اقتصادیتر سیستم های صنعتی نقشی اساسی بازی می کند. مرور زمان و تغییر پارامترهای سیستم، کنترل کننده ها را از تنظیم بهینه خارج میکند. تنظیم مجدد این کنترل کننده ها هر از چند گاهی لازم میباشد. اغلب مشاهده می شود که از همان ابتدای تحویل سیستم به علت وقتگیر بودن، پیمانکاران علاقه ای به تنظیم بهینه از خود نشان نمیدهند. لذا تنظیم بهینه کنترل کننده ها در سیستم های صنعتی از اهمیت بالائی برخوردارمی باشد.
کنترل کننده خودکار با مقایسه مقدار واقعی خروجی پروسه با مقدار مطلوب اختلاف آنها را تعیین و سیگنال کنترلی تولید می کند که خطا را تا صفر یا مقدار کوچکی کاهش می دهد. تولید سیگنال کنترل به وسیله کنترل کننده خودکار را عمل کنترل می نامند. در کنترلکنندهها، سیگنالها معمولاً استاندارد هستند در مورد سیگنالهای الکتریکی، دو نوع استاندارد متداول است.
الف)جریان: دو محدوده استاندارد جریان الکتریکی متدوال است. یکی محدوده MA 20 – 0 و دیگری MA 20 – 4 که استاندارد این نوع بیشتر مورد استفاده قرار می گیرد.
ب)ولتاژ: دو محدوده استاندارد ولتاژ متدوال است. یکی v 10 – 0 و دیگری v 24 – ۰
پروژه آماده متلب:کنترل کننده ها بطور کلی شامل اجزاء زیر هستند:
۱-اجزاء اصلی: شامل یک تقویت کننده با بهره زیاد که در مسیر پیشرو قرار دارد.
۲-اجزاء RC: مدار RC معمولاً در فیدبک قرار می گیرد.
انواع کنترلکنندههایی که بطور وسیع مورد استفاده قرار میگیرند عبارتند از تناسبی (P)، تناسبی-انتگرالگیر (PI)، تناسبی-مشتقگیر (PD)، تناسبی-انتگرالگیر-مشتقگیر (PID).
مقدمهای بر کنترل
کنترل یکی از شاخه های علوم مهندسی و علمی است که در مورد چگونگی تسلط بر پدیده ها و هدایت رفتار آنها صحبت می کند. شاید تولد این علم به زمان انسانهای نخستین بازگردد. از آن روز تاکنون علم کنترل پیشرفت های زیادی نموده است. در صنعت با فرآیندهای صنعتی که بسیار متنوع و متفاوت می باشد برای کنترل آنها اصول و اجزای کمابیش مشابهی وجود دارد. همانطورکه می دانیم طراحی کلیه واحد های شیمیایی در حالت پایا (steady state) انجام می شود. وجود اغتشاشات در شرایط عملیاتی همواره شرایط پایا را بر هم می زند. لذا به منظور نگهداشتن فرآیند در مسیر مطلوب استفاده از سیستم کنترل اجتناب ناپذیر می باشد.
اصطلاحات موجود در کنترل
علم کنترل
کنترل علمی است که در مورد چگونگی تحت اختیار درآوردن و هدایت رفتارهای پروسه ها صحبت می کند.
پروسه یا فرآیند (process)
فرآیند پدیدهای است که مایل به تحت اختیار در آوردن آن هستیم.
سیستم
سیستم مجموعه ای از اجزائی است که با همکاری یکدیگر هدف معینی را دنبال می کنند.
ورودی
فرمانی که برای هدایت فرآیند به آن اعمال می شود را ورودی فرِآیند گوئیم. بدیهی است که یک فرآیند ممکن است دارای چندین ورودی باشد. ورودی را گاهی مقدار مطلوب نیز می گویند.
خروجی
رفتار یا رفتارهایی که مورد توجه ما هستند و مایل به تحت اختیار درآوردن آنها هستیم را خروجی فرآیند گوئیم.
اغتشاش
پروژه آماده متلب:سیگنالیست که بر مقدار خروجی سیستم اثر نامطلوب دارد. اغتشاش اگر در درون سیستم ایجاد شود اغتشاش درونی نامیده می شود در حالیکه اغتشاش برونی، در خارج از سیستم به وجود می آید و خود یک ورودی است. اگر اغتشاش قابل پیش بینی باشد می توان در مدار وسائل جبران کننده وارد نمود و در صورتیکه اغتشاش غیرقابل پیش بینی باشد لزومی به اندازه گیری آن نخواهد بود.
سرومکانیزم
سرومکانیزم یک سیستم کنترل فیدبک داری است که خروجی آن وضعیت، سرعت شتاب است. سرومکانیزمها در صنعت کاربرد گستردهای دارند.
مقدار مطلوب یا مقرر خروجی کنترل شوندهSet point هدف از کنترل فرآیند نگهداشتن و یا رساندن خروجیهای فرآیند به مقدار مقرر میباشد. مقدار مقرر می تواند در طول فرآیند ثابت و یا متغیر باشد.
Controller variable or process variable
متغییری که می خواهیم کنترل نماییم( کنترل شونده )
متغیر کنترلکننده (در اغلب موارد باز بودن شیر) Manipulated Variable متغیری است که با استفاده از تغییر دادن آن می توان خروجی را روی مقدار مقرر تنظیم کرد.
تقسیم بندی سیستم های کنترل
کنترل می تواند به دو شیوه دستی(manual) و خودکار (Automatic) انجام گیرد. صرفه اقتصادی، دقت و سرعت سیستم های کنترل اتوماتیک باعث شده است که این سیستمها رفته رفته جایگزین روش های منسوخ کنترل دستی گردند به گونه ای که امروزه استفاده از روش دستی حتی در ساده ترین واحد های فرآیندی غیر قابل تصور می باشد.
در روش دستی که آن را با نام مدار باز نیز می شناسیم اپراتور (که در اینجا نیروی انسانی می باشد) به محض مشاهده انحراف فرآیند از مقدار مطلوب که با استفاده از طراحی تعیین گشته است، اقدام به تغییر ورودی های تاثیر گذار می کند و این ,کار را تا رساندن خروجی به مقدار مطلوب ادامه می دهد. در این روش چگونگی تغییرات ورودی و میزان آنها به شیوه تجربی و آزمون و خطا تعیین می شود لذا نیازی به دانستن مدل فرآیند، اغتشاشات تاثیر گذار و سایر موارد وچود ندارد. همانطور که گفته شد عدم دقت و کندی این روش استفاده از آن را غیر قابل توجیه می سازد.
سیستم های کنترل به طور کلی دو نوع عمده حلقه- باز و حلقه- بسته تقسیم می شوند. عامل اساسی تفاوت بین این دو گروه از سیستم های کنترل ناشی از کاربرد فیدبک در سیستم های حلقه- بسته است.
سیستم های کنترل حلقه-باز
در این سیستم ها خروجی بر عمل کنترل تأثیری ندارد یعنی در سیستم کنترل حلقه- باز خروجی با ورودی مقایسه نمی شود لذا خروجی نه اندازه گیری و نه فیدبک می گردد. در این نوع سیستم کنترل برای هر ورودی مبنا شرط عملی خاصی وجود دارد. سیستم های کنترل حلقه-باز فقط در صورتی کاربرد دارند که رابطه میان ورودی و خروجی آنها معلوم و هیچ گونه اغتشاش درونی یا برونی نداشته باشند. سیستم های حلقه- باز به طور کلی دارای خصوصیات زیر هستند:
۱-دقت متوسط یا کم
۲-حساسیت زیاد نسبت به شرایط محیط
۳-پاسخ کند
۴-سادگی دستگاه
۵-اقتصادی بودن
سیستم های کنترل حلقه-بسته
سیستم کنترل حلقه- بسته سیستمی است که در آن سیگنال خروجی بر عمل کنترل اثر مستقیم دارد. اصطلاح حلقه- بسته بر استفاده از عمل فیدبک برای کاهش خطای سیستم دلالت دارد. سیگنال خطای کارانداز که در سیستم کنترل حلقه- بسته می باشد تفاضل بین سیگنال ورودی و سیگنال فیدبک را مشخص می کند که خروجی سیستم را به مقدار مطلوب برساند.
مقایسه سیستم های کنترل حلقه- باز و حلقه- بسته
پروژه آماده متلب:یکی از محاسن سیستم های کنترل حلقه- بسته این است که پاسخ سیستم به علت استفاده از فیدبک در مقابل اغتشاشات برونی و تغییرات درونی پارامترهای سیستم نسبتاً غیرحساس است. در صورتیکه چنین کاری در مورد سیستم های کنترل حلقه-باز ممکن نیست. از دیدگاه پایداری ساخت سیستم های کنترل حلقه- باز آسانتر است. زیرا در این سیستم ها پایداری مسئله اصلی است و ممکن است به اصطلاح بیش از حد خطا و در نتیجه ایجاد نوساناتی ناخواسته یا افزایش دامنه خروجی منجر شود.
مزایای سیستم حلقه-بسته در مقابل سیستم حلقه-باز
۱-دقت بسیار زیاد
۲-پاسخ سریع
۳-استقلال نسبی از شرایط محیط
اصول طراحی سیستم های کنترل
الف)روش عمومی طراحی
هر سیستم کنترلی باید پایدار باشد و این شرط اساسی است یعنی پاسخ باید بطور معقولی سریع و میرا باشد. سیستم کنترل باید بتواند خطاها را تا صفر یا مقادیر نسبتاً کمی کاهش دهد.
ب)روش اصلی طراحی سیستم های کنترل
روش اصلی طراحی هر سیستم کنترل الزاماً مبتنی بر روشهای آزمون و خطاست. آنچه در عمل با آن مواجه می شویم آن است که دستگاه مشخص موجود است و مهندس کنترل باید بقیه سیستم را به گونه ای طراحی کند تا کل سیستم بتواند مشخصات مفروضی را برآورده سازد.
روش های کنترل (خطی و غیرخطی)
سیستمهای کنترل خطی و غیر خطی
پروژه آماده متلب:این طبقهبندی براساس روشهای تجزیه و تحلیل و طراحی استوار است، اگر بخواهیم دقیق صحبت کنیم اصولاً سیستم خطی وجود ندارد، چرا که تمام سیستمهای واقعی تا حدودی غیرخطیاند سیستمهای کنترل فیدبک دارخطی، مدلهایی آرمانی هستند که به وسیله تحلیلگر منحصراً به منظور سهولت تحلیل و طراحی ساخته میشوند اگر در یک سیستم کنترل اندازه سیگنالها محدود به مرزهایی شوند که در آن اجزای سیستم، مشخصههای خطی از خود بروز میدهند. سیستم اساساً خطی است ولی وقتی که اندازه سیگنالها از محدوده کار خطی خارج میشود، بسته به شدت غیر خطی بودن ممکن است دیگر نتوان سیستم را خطی فرض کرد.
روش کنترل خطی
از معادله ریاضی مدل فرآیند تبدیل لاپلاس می گیریم و توابع وابسته را به دست می آوریم و ریشه های مخرج را مورد توجه قرار میدهیم و تعیین پایداری می کنیم.
تئوری کنترل خطی
یک سیستم پایدار است اگر به ازای جمیع ورودی های محدود، خروجی سیستم محدود باقی بماند. ورودی های cos, sin, impuls, puls ورودی های محدود هستند و جهت چک کردن پایداری فرآیند مناسب است. چنانچه به ازای یک ورودی، محدوده ناپایدار باشد، ناپایدار است.
تبدیل لاپلاس
جهت حل معادلات دیفرانسیل پاره ای مثل زمان استفاده میشود. تابع تبدیل لاپلاس در بازه صفر تا بینهایت تعریف می شود.
تابع F(s) را تبدیل لاپلاس تابع f(t) می گوئیم.
از تابع های unit impuls, puls معمولاً در آنالیز سیستم های کنترل استفاده می شود.
سیستم کنترل پیش خور
پروژه آماده متلب:گاهی اوقات این تاخیر خیلی تاثیرگذار نیست ولی در بعضی مواقع بسیار مهم می باشد برای این سیستم ها به سراغ کنترل پیشخور feed forward میرویم. در این نوع کنترل بایستی نوع اغتشاش و مدل دقیق فرآیند شناخته شود. در این روش پیش از ایجاد اغتشاش سیستم اقدام به نابودی آن میکند. در نتیجه خروجی ها تقریبا ثابت می مانند.
معایب این روش عبارت است از :
- نیاز به سنسورهای اندازه گیری به تعداد اغتشاش های موجود است.
- از نظر اقتصادی به صرفه نیست
- طراحی این سیستم ها مشکل می باشد ( نیاز به مدل دقیق فرآیند است )
و مزایای آن:
چنانچه سیستم به صورت مدار باز پایدار باشد استفاده از این حلقه آن را ناپایدار نمی کند .
در صنعت اغلب از کنترل feed back استفاده میشود ولی در بعضی مواقع چندین اغتشاش را از طریق سیستم feed forward و برخی از طریق feed back کنترل میگردند که به این روش، روش ترکیبی میگویند. در ادامه برخی اصطلاحات رایج در کنترل آورده شده است.
سیستم کنترل پس خور
در این روش از طریق اندازه گیری خروجی و مقایسه آن با یک مقدار مقرر اقدام به تغییر در ورودی فرآیند می شود.
مزیت استفاده از سیستم کنترل پس خورعبارتند از:
۱)سادگی طراحی و عدم نیاز به آگاهی از نوع فرآیند (نقطه رسیدن به خروجی به مقدار مقرر کافی است.)
۲)پایین بودن هزینه سرمایه گذاری.
و معایب این روش:
۱)احتمال ناپایداری وجود دارد ( هنگامیکه تغییر محدود درورودی منجر به تغییر پایدار خروجی نگردد.) هنگامی که پارامتر های کنترل به خوبی تعریف نگردند باعث می گردد حلقه ای که به صورت دینامیکی پایدار است ناپایدار گردد.
۲)هنگامیکه اغتشاش در فرآیند پخش شد سپس نسبت به تغییر ورودی تصمیم گرفته می شود که این نامطلوب است .
سیستمهای کنترل فیدبک دار را میتوان، بسته به نوع هدف مورد نظر به طرق مختلفی طبقهبندی کرد مثلاً بر حسب روش تحلیل و طراحی، سیستمهای کنترل بر خطی و غیر خطی و تغییر پذیر با زمان و تغییر ناپذیر با زمان تقسیم میشوند.
بر حسب انواع سیگنالهایی که در سیستم یافت میشوند غالباً از سیستمهای داده پیوسته و داده گسسته یا سیستمهای مدوله شده و مدوله نشده، نام برده میشود. به همین ترتیب بر حسب نوع اجزای سیستم به توصیفهایی از قبیل سیستمهای کنترل الکترومکانیکی، سیستمهای کنترل هیدرولیکی- سیستمهای بادی، و سیتمهای کنترل زیستی بر میخوریم، سیستمهای کنترل اغلب برحسب هدف اصلی سیستم طبقهبندی میشوند. یک سیستم کنترل وضعیت و یک سیستم کنترل سرعت متغیرهای خروجی را به همان ترتیبی که نام آن ها نشان میدهد کنترل میکند. به طور کلی راههای متعدد دیگری نیز برای مشخص کردن سیستمهای کنترل برحسب برخی از ویژگیهای خاص سیستم وجود دارد . از نظر ما این مساله مهمی است که قبل از پرداختن به تجربه و تحلیل و طراحی، سیستمها، با فراگرفتن برخی از روشهای محصولتر و بهینه تر طبقهبندی سیستمهای کنترل دید مناسبی به دست آوریم.
اجزای اصلی حلقه کنترل پس خور (Feed back)
پروژه آماده متلب:سه جزء اساسی هر سیستم کنترل پس خور، اندازه گیر (و ترانسمیتر) ، کنترلر و المان نهایی (شیر کنترل) می باشد. در ادامه هر کدام از این اجزا بررسی شده اند.
ابزار اندازه گیری((Measure ment elemen
اولین قدم برای کنترل یک فرآیند شناخت و درک دینامیک و رفتارهای آن فرآیند می باشد. بعد از شناخت فرآیند می بایست کمیت تحت کنترل را اندازه گیری نمائیم. به عبارت دیگر برای کنترل یک کمیت باید در هر لحظه اطلاعات دقیقی از آن داشته باشیم، یعنی باید کمیت تحت کنترل را همواره اندازه گیری نمائیم.
در صنعت از اندازه گیرها معمولاً با نام های دیگری نیز یاد می شود مانند سنسورها (Sensors)، ترانسمیترها (Transmiters) و ترانسدیوسرها (transducers) هر چند هر یک از اسامی فوق نام وسیله یا عنصری مستقل با طرز کاری به خصوص میباشد اما یک اندازه گیر گاهی اوقات می تواند شامل هر سه عنصر یاد شده باشد.
سنسور
عنصری است که به کمیت خاصی حساس می باشد و یا در برابر آن کمیت خاص از خود عکسالعمل نشان می دهد. مثلاً ترموکوپل یک سنسور دما است چراکه با تغییرات دما، خروجی آن تغییر می کند.
ترانسدیوسر
عنصری است که یک نوع انرژی را به نوعی دیگر تبدیل می کند.
ترانسمیتر
پروژه آماده متلب:اکثر وسایل و تجهیزاتی که برای کنترل یک فرآیند بکار برده میشوند، معمولاً در اتاق فرمان و در فاصله دور از فرآیند نصب می شوند. از طرفی عنصر اندازه گیر معمولاً روی فرآیند و یا در فاصله ای نزدیک به آن نصب می گردد. بنابراین سیگنال ناشی از کمیت اندازه گیری شده میبایستی به گونه ای مطمئن به اتاق فرمان ارسال گردد. این کار توسط ترانسمیتر انجام می شود.
خواص و ویژگیهای اندازه گیری
یک اندازه گیر خوب می بایستی دارای ویژگیها و خواص زیر باشد:
۱-حوزه اندازه گیری (Range)
محدوده ای از دامنه تغییرات کمیت مورد اندازه گیری است که عنصر اندازه گیر قادر به اندازه گیری آن می باشد، بنابراین همواره باید اندازهگیری را انتخاب نمود که حوزه اندازه گیری آن دامنه تغییرات احتمالی کمیت مورد کنترل را تحت پوشش قرار دهد.
۲-صفر اندازه گیری (Zero)
معمولاً نقطه مشخصی را در حوزه اندازه گیری به عنوان نقطه صفر در نظر می گیریم. توجه نمائید که در نقطه صفر خروجی اندازه گیر لزوماً صفر نمی باشد و ممکن است دارای مقدار باشد. در عمل بهتر است اندازه گیر را به گونه ای تنظیم کنیم که در نقطه صفر، خروجی آن نیز صفر باشد.
۳-انحراف صفر (Zero Drift)
همانطور که در بند قبل گفتیم معمولاً اندازه گیر را به گونه ای تنظیم می کنند که خروجی آن در نقطه صفر مساوی صفر باشد. اما متأسفانه ممکن است اندازه خروجی در نقطه صفر با گذشت زمان تغییر کند. این پدیده را انحراف صفر گوئیم. انحراف از صفر را به دو دسته سطحی (Short term) و ذاتی (Long term) تقسیم بندی می کنیم.
۴-حساسیت (Sensitivity)
حساسیت یک اندازه گیر عبارتست از نسبت تغییرات خروجی اندازهگیر به واحد تغییرات در کمیت مورد اندازه گیری، به بیان دیگر حساسیت شیب مشخصه عنصر اندازه گیری می باشد.
۵-حد تفکیک (Resolution)
حد تفکیک عبارت است از کوچکترین اندازه تغییرات کمیت موردنظر که می تواند توسط عنصر اندازه گیری، اندازه گیری شود.
۶-پاسخ دهی (Response)
یک اندازه گیر خوب باید کمیت مورد اندازه گیری را به سرعت اندازهگیری نماید اما در عمل اندازه گیرها دارای ثابت زمانی و بعضاً تأخیر خالص میباشند.
در سیستم کنترل پس خور ابتدا بایستی خروجی فرآیند اندازه گرفته شود، برای این منظور از سنسورهای اندازه گیری استفاده می شود متغیر هایی که در صنعت اغلب اندازه گیری می شوند، فشار، دما، غلظت، سطح و دبی می باشند. خروجی sensor یک سیگنا ل الکتریکی است.
شیر های کنترل
شیرها معروفترین عناصر نهایی می باشند و از آنها برای کنترل جریان سیال استفاده میکنیم.
۱-کنترل صنعتی – سید حجت سبز پوشان – انتشارات دانشگاه علم وصنعت
۳- کنترل صنعتی ، سید حجت سبز پوشان
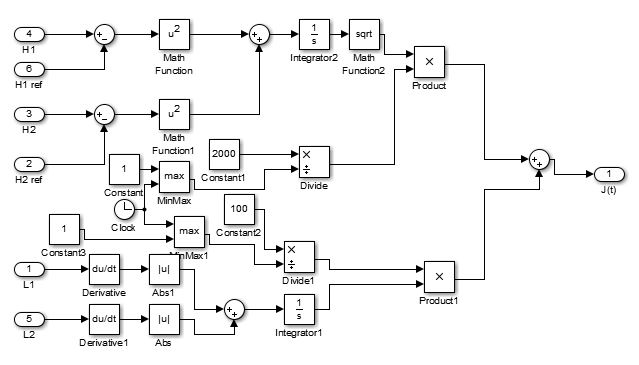
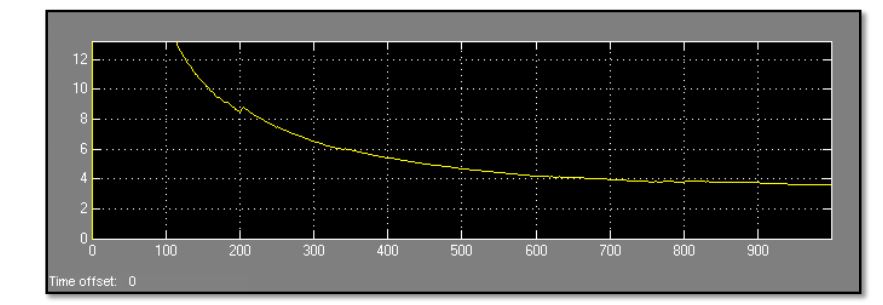
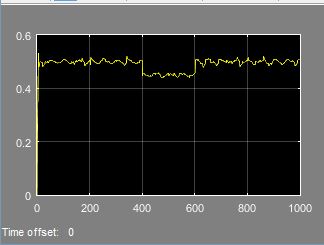
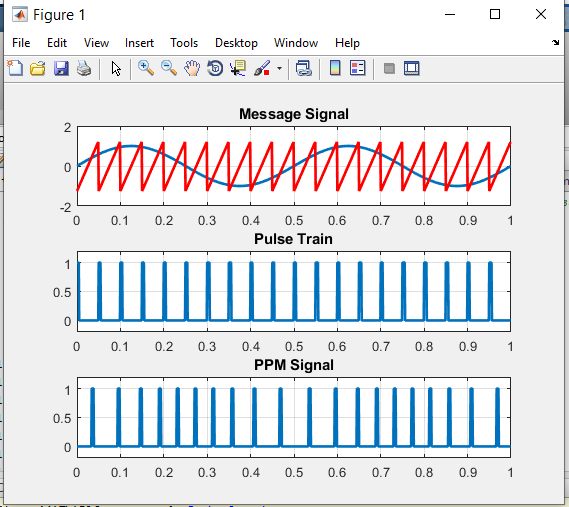
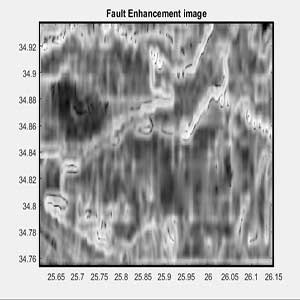
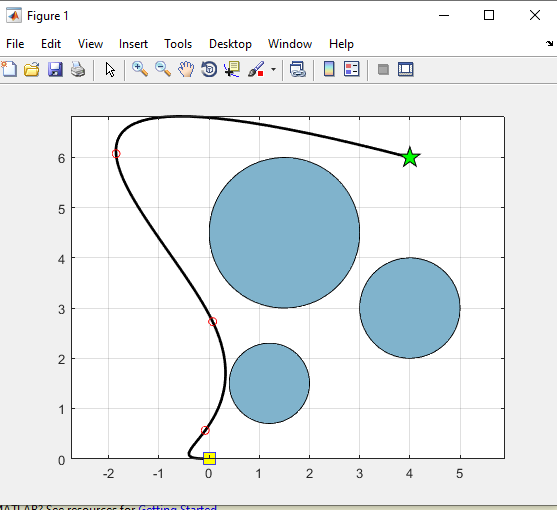
خروجی متلب:
لطفاً براي ارسال دیدگاه، ابتدا وارد حساب كاربري خود بشويد